“Gagnez du temps avec les machines de forage profond IMSA”: ce slogan est l’objectif que nous nous sommes fixé depuis plus de 35 années pour satisfaire ceux qui choisissent une machine de forage IMSA pour leur département de production.
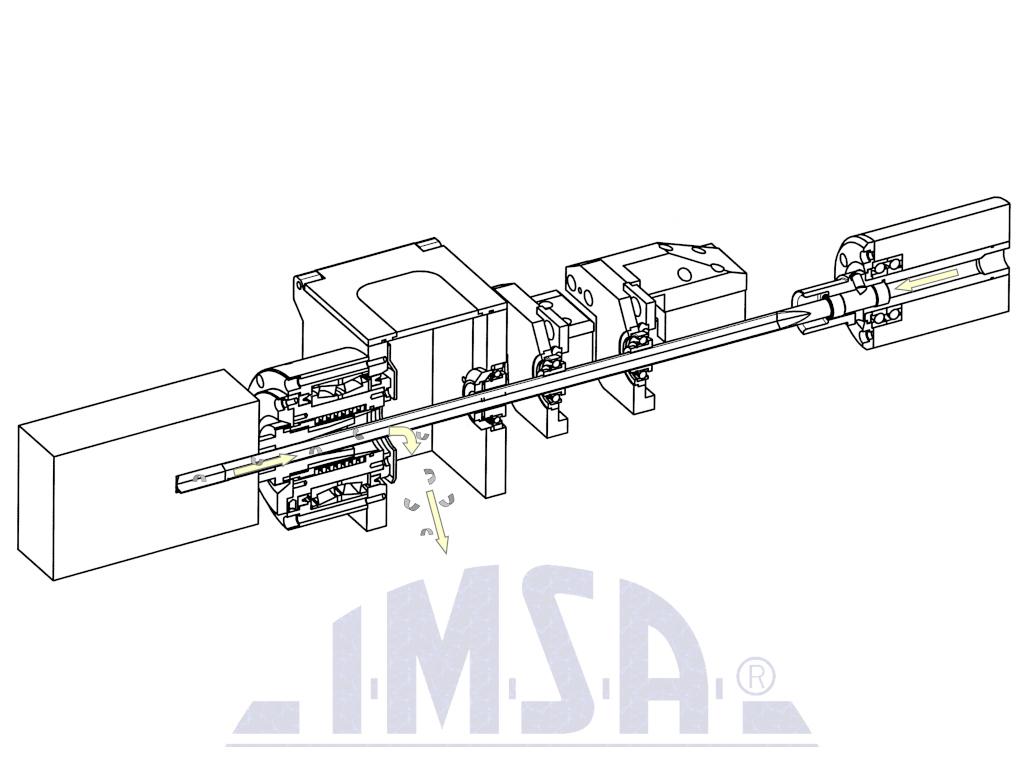
Le forage profond par les machines IMSA est toujours exécuté sans avant-trou, par guidage complet du foret 3/4 : puissance et vitesse de broche sont optimisé pour cette application, des lunette mobiles autocentrantes supportent le foret, le front de la tête monte un canon de guidage qui s’appuie à la pièce.
Le concept IMSA à deux broches séparées voit sur la même unité (ram) une broche de forage profond par foret 3/4 et une broche de fraisage pour les autres opérations, telles que surfaçage, lamage, filetage, …
Grâce aux broches séparées:
- chaque unité (celle de forage profond et celle pour les autres opérations) est optimisé sans besoin de compromis technologiques;
- les passages intéroperations forage/fraisage et vice versa ne durent que quelques secondes en mode complètement automatique, c’est simplement le temps de commutation électronique de l’axe;
- pour les passages intéroperation ce suffit de programmer les fonctions M relatives, sans interventions par l’opérateur. La machine peut donc usiner à une efficience maximale même en horaires non surveillés.
L’évolution des broches forage/fraisage
La première machine de forage profond par IMSA, datant de 1992, avait une conception traditionnelle. C’est dès 1996 qu’est arrivée la première évolution: le système autofocus exclusif pour le mouvement optimal des lunettes de support du foret 3/4. En d’autres termes, les lunettes sont montées sur un système auto-centrant, permettant de conserver l’écartement entre les douilles anti-vibrations, soit une condition optimale de guidage de cet outil particulier.
En 1997, IMSA lança une autre nouveauté. Il s’agissait d’une broche de fraisage séparée de la broche de perçage par foret 3/4, qui a introduit le concept de axes indépendants pour forage profond et fraisage. C’est ainsi qu’à la même année, les machines IMSA FF disposaient déjà d’un axe de fraisage superposé à l’axe de forage profond. Depuis lors, le passage d’un usinage à l’autre ne nécessite pas de démontages de la part de l’opérateur. Il se fait en mode automatique en programmant à l’avance les fonctions M correspondantes.
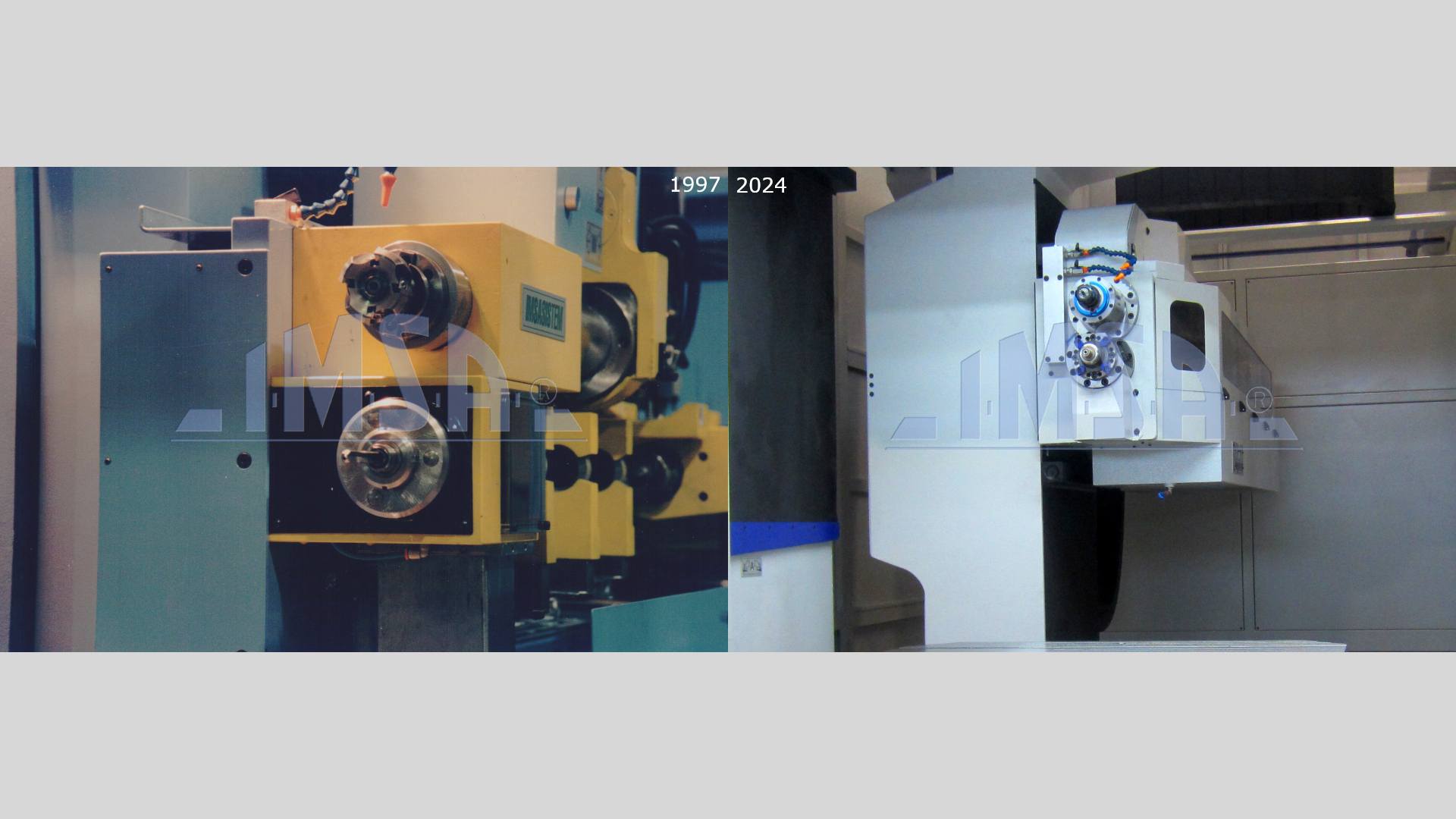
ll s’agit d’une caractéristique exclusive qui a été reprise dans les actualisations de conception successives, en particulier dans les foreuses/fraiseuses de moyenne et grande taille à portique vertical et, depuis peu, dans les machines pour moules jusqu’à 4 tonnes.
Dans les derniers modèles, de nombreuses caractéristiques existantes ont été mises à jour et améliorées pour répondre et anticiper les besoins actuels des moulistes de la manière la plus concrète.
BROCHES DE FORAGE PROFOND ET FRAISAGE SEPAREES
Sur les foreuses MF1000/2C, MF1000/2F e MF1250/2FL, grâce au concept IMSA à deux broches, le passage de forage profond à fraisage et vice versa ne requiert aucune intervention manuelle de la part de l’opérateur et ne dure que quelques secondes.
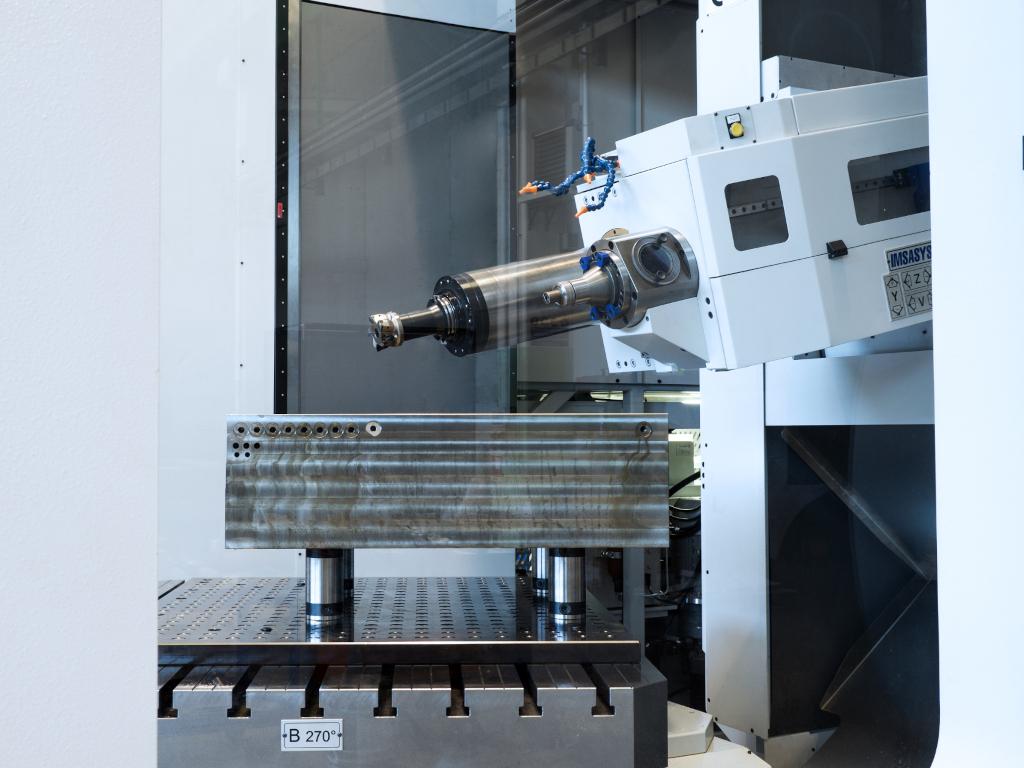
L’unité de travail (ram) accueillit les deux têtes : la broche de fraisage ISO40 se trouve au-dessus de la glissière pour le forage profond par forets 3/4. Les deux broches sont refroidies par liquide.
L’axe “Z”, mouvement de l’unité entière, est utilisé pour les opérations de fraisage et pour l’appui à la pièce en forage profond par foret 3/4.
Pour la tête de fraisage, en option sont disponibles des changeurs automatiques d’outils ISO40, en versions différentes.

FORAGE PROFOND ET FRAISAGE SUR AXES INDEPENDANTS
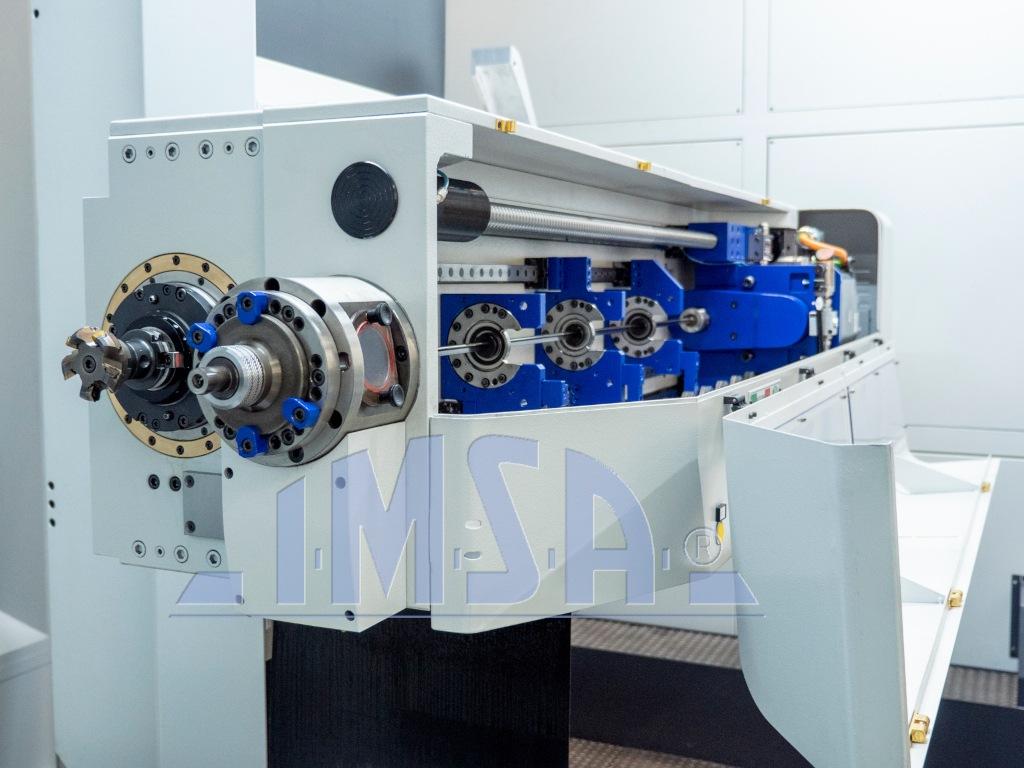
Sur les centres de forage profond et de fraisage IMSA de la série EVO*, la tête de forage par foret 3/4 et la broche de fraisage sont placées horizontalement l’une à coté de l’autre sur l’unité de travail. Le coulant de fraisage constitue un axe indépendant avec une course “Z” supplémentaire par rapport au mouvement d’approche à la pièce “W” de l’unité de travail. Cela améliore l’accessibilité à la pièce vers le centre de la table.
Les deux moteurs de broche sont refroidis par liquide.
Dans la série EVO, les électrobroche de fraisage ont un entrainement direct et sont lubrifiées à la graisse en permanence. Les possibilités d’usinage sont accrues par la disponibilité de lubrification/réfrigération au centre de l’outil, à l’huile è l’extérieur par buse, à air à l’extérieur par buse et, en option, avec passage d’air aussi au centre de l’outil. Des magasins de changement d’outils automatiques de différentes capacités complètent l’équipement de fraisage.
* (MF1350EVO, MF1450EVO, MF1300/4P EVO, MF1750EVO)
La typologie S2
Le modèle MF1600 S2 propose également deux broches séparées pour le fraisage et le forage profond, en mettant l’accent sur le fraisage. Le projet S2 renonce à la conception à portique vertical en faveur d’une capacité de fraisage plus élevée, et s’adresse à ceux qui recherchent une machine hybride pour le fraisage et le perçage de trous profonds.
La structure de ce centre de fraisage/forage est en forme de « T », avec une table à déplacement horizontal et une colonne à déplacement transversal. Il s’agit d’une configuration classique de fraiseuse, qui permet d’accéder facilement au centre de la table.
Sur l’unité de travail du centre MF1600 S2 la tête de fraisage est ancrée, tandis que la glissière de forage avance sur un chariot indépendant avec une course de translation lorsque la commutation automatique est activée.

L’avis de quelques utilisateurs
De l’article “La technologie fait la différence”
 MOULD SOLUTIONS a commencé à travailler avec I.M.S.A. en 2009 avec l’introduction du modèle MF1000BB dans l’atelier. « Avec l’achat de la première machine de forage profond I.M.S.A., nous avons fait un saut qualitatif important. À l’époque, tout le monde ne disposait pas d’une foreuse pour réaliser les canaux de refroidissement du moule. Avec le MF1000BB, nous avons pu accélérer et améliorer l’efficacité du processus de fabrication des moules. Lorsque nous avons décidé de remplacer le MF1000BB par un modèle plus grand (en 2020), il était tout naturel de nous tourner à nouveau vers I.M.S.A., et en particulier vers le MF1250/2FL. Grâce à cette foreuse I.M.S.A., nous avons pu réduire encore le temps nécessaire pour traverser le moule, ce qui prouve qu’il s’agit d’une machine efficace et rapide qui répond pleinement à nos exigences de production ».
MOULD SOLUTIONS a commencé à travailler avec I.M.S.A. en 2009 avec l’introduction du modèle MF1000BB dans l’atelier. « Avec l’achat de la première machine de forage profond I.M.S.A., nous avons fait un saut qualitatif important. À l’époque, tout le monde ne disposait pas d’une foreuse pour réaliser les canaux de refroidissement du moule. Avec le MF1000BB, nous avons pu accélérer et améliorer l’efficacité du processus de fabrication des moules. Lorsque nous avons décidé de remplacer le MF1000BB par un modèle plus grand (en 2020), il était tout naturel de nous tourner à nouveau vers I.M.S.A., et en particulier vers le MF1250/2FL. Grâce à cette foreuse I.M.S.A., nous avons pu réduire encore le temps nécessaire pour traverser le moule, ce qui prouve qu’il s’agit d’une machine efficace et rapide qui répond pleinement à nos exigences de production ».
De l’article “La nouvelle ère du forage profond”
 La première machine de forage I.M.S.A. a été achetée par Exacta Stampi en 1996 ; dix ans plus tard, c’était au tour du centre de forage profond MF 1200 BBLL. les moules qui sont produits aujourd’hui ont généralement plus de trous et sont plus complexes que par le passé. Cela signifie que la technologie de forage a dû être mise à jour au fil du temps.
La première machine de forage I.M.S.A. a été achetée par Exacta Stampi en 1996 ; dix ans plus tard, c’était au tour du centre de forage profond MF 1200 BBLL. les moules qui sont produits aujourd’hui ont généralement plus de trous et sont plus complexes que par le passé. Cela signifie que la technologie de forage a dû être mise à jour au fil du temps.
EXACTA STAMPI confirme: « Nous, en tant que fabricants de moules, avons vécu ce changement. Aujourd’hui, nous avons besoin de beaucoup plus de précision que par le passé et c’est pourquoi nous avons investi dans la nouvelle machine de forage MF 1350 EVO qui offre une plus grande capacité de fraisage, par rapport à la machine gantry à deux broches MF 1200 BBLL de la génération précédente. La machine est nettement supérieure à la génération précédente, tant en termes de vitesse que de précision. Cela se remarque surtout lorsqu’il faut forer de grands trous, par exemple avec des forets de 44 mm, où l’on constate une réduction du temps d’environ 40 %. La solidité et la rigidité de la machine sont évidentes ».
 De l’article “Augmenter l’efficacité dans le forage profond”
De l’article “Augmenter l’efficacité dans le forage profond”
“Grâce au centre MF1300/4P EVO, nous pouvons travailler jusqu’à 16 heures en continu et sans opérateur. Notre objectif est de faire en sorte que la machine fonctionne sans personnel à la même vitesse que si l’opérateur était présent. Ainsi, lors de l’achat de la machine, nous avons demandé à I.M.S.A. certaines implémentations telles que l’insertion de caméras pour visualiser la zone de travail, l’ajout de soufflets pour protéger l’axe X ainsi qu’un double écran. »
De l’article “Qualité et précision toujours en première ligne”
 Les activités de perçage profond dans les moules de coulée sous pression ont représenté une part importante de l’activité quotidienne du groupe Ideal Stampi au cours des dernières années. C’est la raison pour laquelle il a acheté l’année dernière une machine spécifique pour cette opération : la machine de forage profond et fraisage MF1000/2C de la société I.M.S.A.
Les activités de perçage profond dans les moules de coulée sous pression ont représenté une part importante de l’activité quotidienne du groupe Ideal Stampi au cours des dernières années. C’est la raison pour laquelle il a acheté l’année dernière une machine spécifique pour cette opération : la machine de forage profond et fraisage MF1000/2C de la société I.M.S.A.
« Avec les nombreux éléments refroidisseurs qui sont maintenant présents dans le moule de coulée sous pression, sans leur machine, nous serions obligés de sous-traiter ce traitement, avec le risque d’éventuels retards de livraison. – Je considère la machine de forage MF1000/2C comme le modèle le plus adapté à la plupart des moulistes, car elle permet aussi de nombreuses opérations d’usinage sur des moules de taille moyenne et petite ».
De l’article “ Plus de flexibilité dans l’atelier grâce à la machine de forage profond”
« L’intégration de la machine I.M.S.A. dans nos départements de production nous a permis d’être autonomes dans tout le processus de production et d’entrer sur le marché de l’usinage en sous-traitance, en offrant notre expérience à d’autres ateliers mécaniques et fabricants de moules », déclare le fondateur d’O.M.C. STAMPI.
« Il s’agit d’une machine extrêmement fiable pour les opérations de forage profond et de fraisage, précise et performante. Elle résout pour nous de nombreux problèmes de conception, car nous pouvons percer avec précision dans certaines positions et inclinaisons, et nous limitons également nos heures de perçage, car nous perçons à l’endroit exact où c’est nécessaire. Grâce au MF1250/2FL d’I.M.S.A., nous avons réalisé des milliers de trous dans la tolérance H7, ce qui n’est pas si courant. Nous sommes également en mesure d’usiner des aciers trempés d’une dureté allant jusqu’à 50 HRC.