









IMSA GUN DRILLING AND MILLING MACHINE
FOR SMALL TO MIDDLE-SIZE MOLDS AND MOLD INSERTS
AND FOR MECHANICAL COMPONENTS WITH CENTERLINE AND OFF-CENTER HOLES
- The Gun Drilling Machine IMSA MF1000/2C is the latest evolution of previous MF1000C machine, now with Dual Spindle configuration: two separate machining units, located on the same headstock: one for tapping and machining operations, and one for deep drilling by gundrill tool.
- MF1000/2C is dedicated to molds and blocks up to 2 / 4 tons (depending on the chosen table).
- MF1000/2C can also be used to drill off-center deep holes in cylindrical parts.
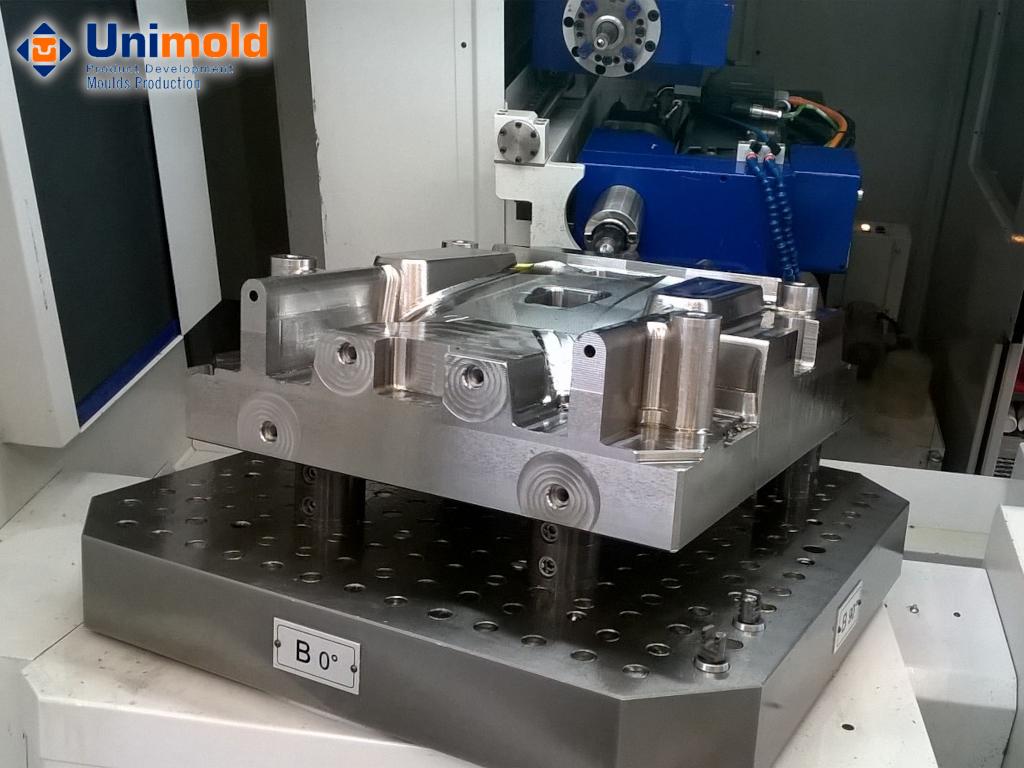
- Version “4 tons”: swing clearance Ø 1650mm, horizontal X axis 1100mm, machine equipped with rotary table load 4000kg to execute orthogonal and single-angle holes.
- Version “2 tons”: swing clearance Ø 1400, horizontal X axis 1000mm, machine equipped with rotary table load 2000kg to execute orthogonal and single-angle holes; or rotary-tilting table load 2000kg to execute also compound-angle drilling and machining (rotation 360°, tilting angle +25°…-20°).
- DEEP DRILLING: Drilling depth in single operation L=120xD up to 1000 mm. Drilling method: gun drill tool. Optimal drilling diameters: 4 – 25 mm solid, up to 32 mm in counterboring. 11kW 6000rpm liquid-cooled gun drilling spindle.
- Specific IMSA functions for deep drilling process control:
– Electronic workpiece approach;
– Electronic check against gun drill-breaking, by reading the cutting effort;
– Special coordinate transformation function for angled machining. - Temperature, pressure and oil cleanliness are fundamental parameters to ensure a continuous trouble-free gun drilling process.
For this reason the MF1000/2C is equipped with the best solutions that can automatically manage those three parameters to the most suitable value:
– for oil supply to the gun drill: high-pressure pump managed by Cnc+Inverter;
– for oil clarification: a complete filtering system;
– for oil cooling: a heat exchanger (chiller). The chiller is on a parallel oil circuit, and can be flexibly positioned around the machine. - Chip conveyor as standard equipment.
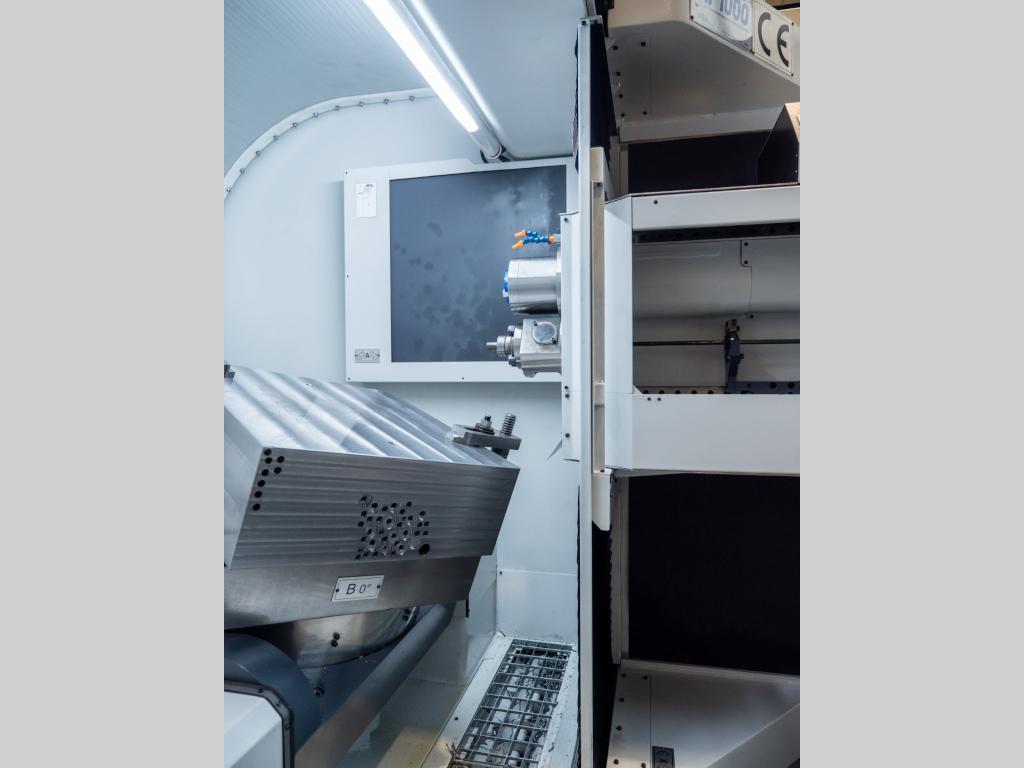
- AUXILIARY MILLING HEAD ISO40, power 13 kW, 6000 rpm. The milling head is positioned on the headstock, on top of the drilling slide, and is optimized for machining operations that prepare and complete the deep holes (face milling, spot facing, spade drilling, tapping or thread milling). No intervention required for switchover gun drilling/milling and back: fully-automatic commutation by M functions in a few seconds.
- Automatic tool changer for milling head.
- The gun drilling and milling machine MF1000/2C has a vertical gantry column structure, which means the column is supported and guided both at its lower and at its upper end. This is resulting in maximal rigidity: bending moment 4 times lower than in traditional structure, 16 times higher rigidity.
- This machine is conceived with a “shell-like” structure. That is, the machine self-supporting structure integrates table and gantry column, and requires no foundations.
- A modern coverage encloses the whole machine, so that oil is contained inside the machine and cleanliness of the workshop area is ensured. The front door ensures spacious loading access for work piece loading with hall crane or fork lift.

